){kind=link}
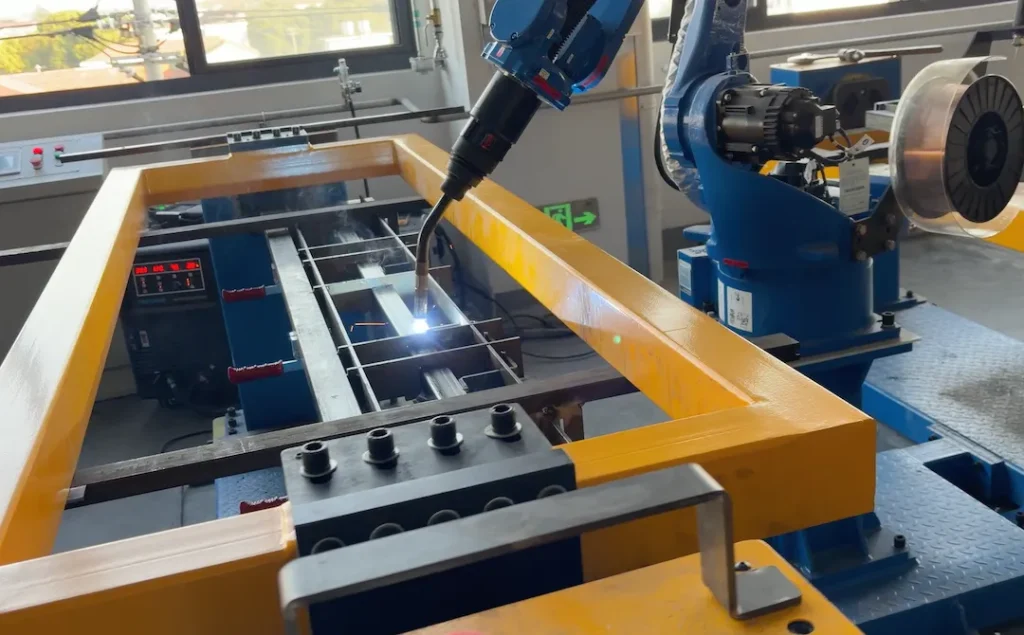
Tabla de contenido
Máquinas porta-marcos soldados, transportadores, carros, y accesorios. Obtener el esquema de tolerancia correcto es la diferencia entre una instalación sin problemas y un retrabajo costoso. Como OEM/ODM con sede en China fábrica, Able Hardware construye marcos de precisión utilizando MIG automático/robótico (y TIG cuando se especifique), mecanizado CNC integrado, y documentación de calidad lista para exportar. Esta guía muestra cómo aplicar GD&T a marcos soldados para que pueda comprarlos una vez e instalarlos rápidamente.
donde gd&Agrega valor
- Comunica la función (adaptar, forma, y orientación) en lugar de adivinar "apretado en todas partes".
- Evita el exceso de tolerancia que aumenta el tiempo de soldadura, fijación, mecanizado, y retrabajo de recubrimiento.
- Permite una inspección escalable, desde medidores de soldadura hasta escaneo láser o CMM, alineada con el riesgo..
Para ejemplos de producción, ver nuestro Marcos metálicos personalizados y Carros de soldadura.
Estrategia de referencia para marcos
Elija estable, Datos funcionales
- Primario (A): El plano de montaje o las almohadillas de base que interactúan con el piso., cama de la máquina, o patinar. Defina A como una amplia, Plano estable después de cualquier mecanizado posterior a la soldadura..
- Secundario (B): Un riel de referencia largo o un borde mecanizado que impulsa la orientación de la pieza a lo largo de su longitud..
- Terciario (C): Un travesaño o un orificio/ranura mecanizado que bloquea la rotación.
Consejo: Si el marco está recubierto de polvo, definir datos sobre sin recubrimiento Almohadillas mecanizadas para evitar que se acumule el espesor del recubrimiento..
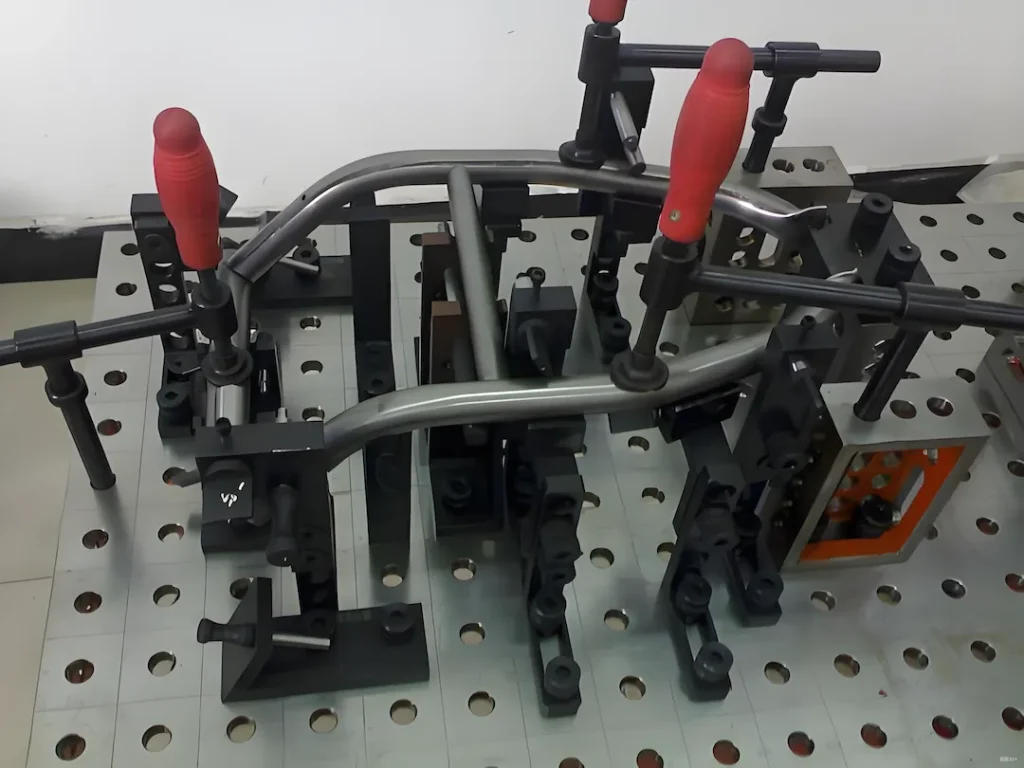
Secuencia y fijación
Gritar "Fechas después de la soldadura, antes del recubrimiento”si las pastillas tienen un revestimiento por puntos después de la soldadura. Utilizamos accesorios dedicados y perlas robóticas para estabilizar la entrada de calor..
Dios&Controles T que funcionan mejor en marcos soldados
Rectitud & Llanura
- Rectitud de raíles de tubo: 0.5–1,0 mm por metro típico para miembros soldados.
- Llanura del plano base (A): 0.3–0,8 mm por 300 mm soldado; 0.1–0,3 mm después del mecanizado.
Paralelismo & Perpendicularidad (Cuadratura)
- Paralelismo entre el piso superior y la base A: 0.3–0,6 mm por 300 mm soldado; 0.1–0,2 mm mecanizado.
- Perpendicularidad de montantes a A: 0.2–0,5 mm por 100 milímetro.
Posición para grupos de agujeros
Usar verdadera posición con MMC para patrones de pernos en pastillas y soportes:
- Ø0,3–0,6 mm (mecanizado) o Ø0,8–1,5 mm (placas perforadas soldadas) su cita A|B|C.
- Para carriles largos, aplicar posición compuesta para mantener la repetibilidad de un patrón a otro y al mismo tiempo permitir el crecimiento ferroviario.
Perfil para sobres
- Perfil de una superficie 0.8–1,5 mm controla la envolvente general del marco del tubo sin restringir demasiado cada miembro.
Sin (Cuando sea necesario)
- Usar descentramiento circular/total sobre ejes/resaltes soldados a marcos (extraño). De lo contrario, posición + la perpendicularidad es más limpia.
Nivel de calidad de soldadura & Símbolos
- Especificar símbolos según ISO (o AWS si su estándar). Referencia YO ASI 5817 niveles de calidad:
- Nivel C (moderado) para marcos de carros no críticos.
- Nivel B (riguroso) para bases de máquinas o almohadillas de montaje de precisión.
- Definir tamaño de la garganta, longitud, paso para soldaduras intermitentes para gestionar el aporte de calor.
- Estándar de aceptación estatal y método de inspección. (visual, calibres de filete, tintero, plan de medición).
Tolerancias realistas por ruta de proceso
Como soldado (Controlado por dispositivos)
- Planitud de la base A: 0.5–1,0 mm por 300 milímetro.
- Perpendicularidad de los montantes: 0.3–0,6 mm/100 mm.
- Posición en agujeros perforados: Ø0,8–1,5 mm.
Soldar + Post-mecanizado
- Almohadillas con superficie puntual y orificios escariados: planitud 0,1–0,2 mm; posición Ø0,2–0,4 mm.
- A menudo soldamos pastillas de gran tamaño, aliviar el estrés si es necesario, luego CNC a tolerancia.
Plan de control de distorsión
Materiales & Espesor
- Acero carbono (S235–S355) es más predecible para MIG robótico.
- Inoxidable (304/316) necesita un control de calor más estricto y, a veces, perfiles más grandes para resistir la tracción.
- Equilibre el espesor de la pared entre los miembros opuestos; la asimetría aumenta el arco.
Proceso & Entrada de calor
- escalonado, secuencia de cuentas simétrica con trayectorias de robot; espaciado entre pasadas para enfriar; respaldo de cobre para bordes críticos.
- Soldaduras intermitentes cuando sea posible para reducir la masa y el calor..
Alivio del estrés & Mecanizado
- Para marcos pesados o almohadillas apretadas: alivio del estrés a baja temperatura, luego fresadora/resma.
- Definir margen de mecanizado (p.ej., +1.0–1,5 mm en pastillas).
Revestimiento & enmascaramiento
- La capa de polvo agrega 60–100 micras espesor; enmascarar caras de referencia y agujeros roscados.
- Tenga en cuenta cualquier rz objetivos después del recubrimiento para sellar superficies. Ver recubrimiento en polvo.
Qué poner en el dibujo/RFQ
- 3modelo D (PASO/IGES) + 2D totalmente dimensionado con fecha A|B|C.
- Dios&Marcos de control con función T para la planitud de la base, cuadratura, posiciones de los agujeros, y perfiles clave.
- Llamadas de soldadura con YO ASI 5817 nivel, garganta, longitud, paso, proceso (YO/TU), y notas de secuencia si son críticas.
- Crítico para la calidad (CTQ) enumerar las características destacadas que debemos medir 100%.
- Grado de material, tamaño del tubo, espesor de la pared, y cualquier requisito previo al galvanoplastia o decapado.
- Especificaciones de recubrimiento (polvo, clase de granallado, color/textura) y áreas enmascaradas.
- Nivel de inspección (FAI, tipo PPAP, o lote) y registros requeridos.
Para plantillas de ingeniería y listas de verificación, visita ingeniería.
Plan de Inspección & Informes
Alineamos la inspección con el riesgo y sus necesidades de auditoría.:
- Primer artículo con diseño completo hasta los datos de referencia (CMM portátil o escaneo láser para marcos grandes).
- Medidores Pasa/No Pasa para comprobar la escuadra y los sobres en el suelo.
- calibres de soldadura + visual según ISO 5817; END opcional en juntas críticas.
- Empacar con indicadores de choque/inclinación y protección contra la corrosión; embalaje de calidad para exportación.
Costo & Controladores de tiempo de entrega (Sin precios absolutos)
- Clase de tolerancia: La planitud/posición más ajustada y las soldaduras de nivel B aumentan la fijación., tiempo de cuentas, y mecanizado.
- Recuento de miembros & longitud de soldadura: más juntas = más calor = más riesgo de retrabajo.
- Material & tamaño: Las secciones de acero inoxidable y de paredes gruesas aumentan el tiempo de ciclo y los consumibles..
- Post-mecanizado & alivio del estrés: agrega operaciones pero permite un GD más estricto&t.
- Finalizar: textura en polvo, enmascaramiento, y los cambios de color influyen en el takt.
- Volumen & repetibilidad: Los pedidos repetidos justifican plantillas dedicadas para un menor costo unitario..
- Profundidad de la documentación: Los paquetes estilo FAI/PPAP añaden tiempo de metrología.
¿Por qué hardware capaz?
- MIG automático/robótico Líneas con aporte de calor constante.; TIG disponible para juntas delgadas o visibles.
- Interno corte con láser & Mecanizado CNC para almohadillas posteriores a la soldadura y orificios de precisión.
- Control de calidad alineado con ISO con documentos y embalajes listos para la exportación.
- Suministro probado para carros, bastidores, y bases de máquinas en todo el mundo.
Preguntas más frecuentes
Que materiales soportan para marcos soldados?
Acero carbono (S235–S355) y inoxidable 304/316 como estándar; aluminio por caja. Ver productos de marcos de metal personalizados
¿Qué procesos utilizas??
MIG robótico para la mayoría de los marcos; TIG para juntas cosméticas o de calibre fino; CNC post-soldadura donde GD&T lo requiere.
¿Qué tolerancias son típicas??
Soldado: planitud 0,5–1,0 mm/300 mm; perpendicularidad 0,3–0,6 mm/100 mm; posición Ø0,8–1,5 mm. Almohadillas/agujeros mecanizados: planitud 0,1–0,2 mm; posición Ø0,2–0,4 mm.
¿A qué clase de soldadura construye??
YO ASI 5817 Nivel C (general) y nivel B (precisión). Seguimos sus símbolos y proporcionamos registros de inspección de soldadura. (/standards/iso-5817/).
¿Cómo afectan los recubrimientos a las tolerancias??
El polvo añade 60–100 µm; enmascaramos datos y hilos, Y podemos aplicar un revestimiento después del recubrimiento si es necesario. (/services/powder-coating/).
MOQ y plazo de entrega?
Cantidad mínima de pedido desde 1 prototipo; lotes en serie con precios más eficientes. Plazo de entrega típico de 2 a 6 semanas según el tamaño, mecanizado, y terminar.
¿Qué archivos de dibujo debo enviar??
PASO + 2D PDF con datos de referencia, Dios&t, símbolos de soldadura, revestimiento, y notas de inspección. Confirmaremos los CTQ antes de la producción..
Sube tu dibujo y obtén una cotización ahora
Envía tu STEP/PDF con destino GD&t, clase de soldadura, y terminar notas. Le devolveremos una revisión de capacidad de fabricación y un plazo de entrega firme..