
Tabla de contenido
Descripción general & Casos de uso
Por qué esta solución para entornos industriales
Able Hardware diseña y fabrica marcos soldados y carros de alta resistencia diseñados específicamente para equipos industriales.. Nuestro enfoque combina la soldadura MIG automática/robótica para lograr rendimiento y repetibilidad con el mecanizado CNC en puntos de referencia críticos para garantizar un montaje preciso., alineación suave, y vida útil confiable en duras condiciones de fábrica. Con aceros estructurales al carbono (Q235/S235, Q355/S355) como base y opcional 304/316 inoxidable o 6061/6082 Aluminio para resistencia a la corrosión o reducción de peso., entregamos robusto, ensamblajes listos para exportar a escala. Explorar capacidades relacionadas: marcos metálicos personalizados, carros de soldadura, soldadura automática, corte con láser & Mecanizado CNC, recubrimiento en polvo.
Aplicaciones típicas en equipos industriales.
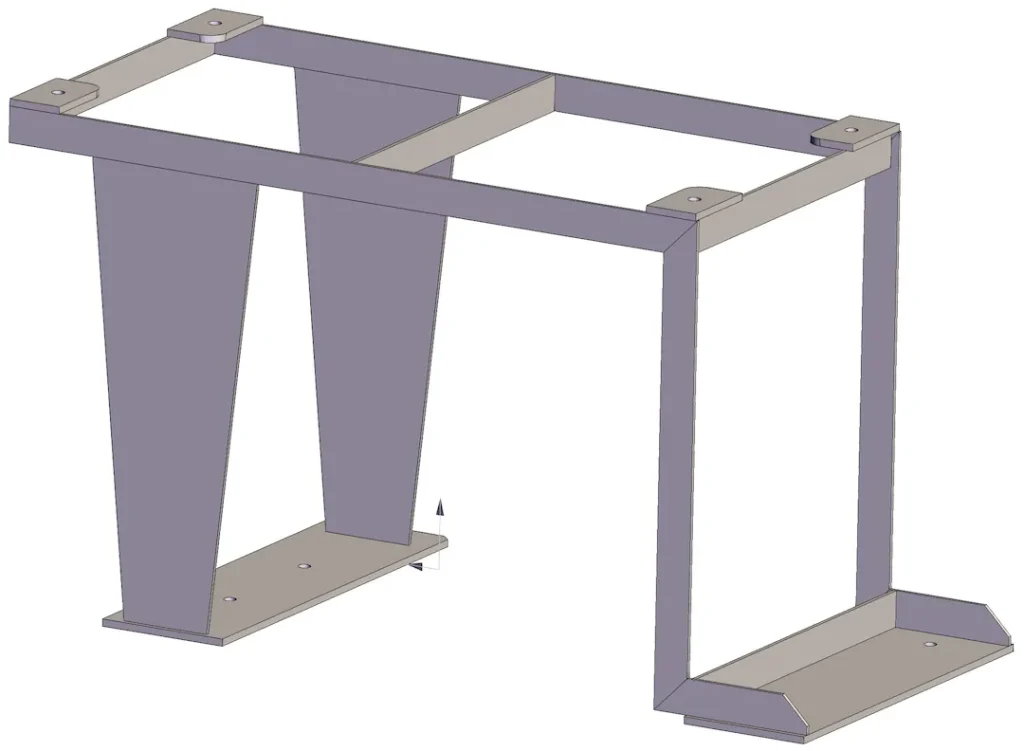
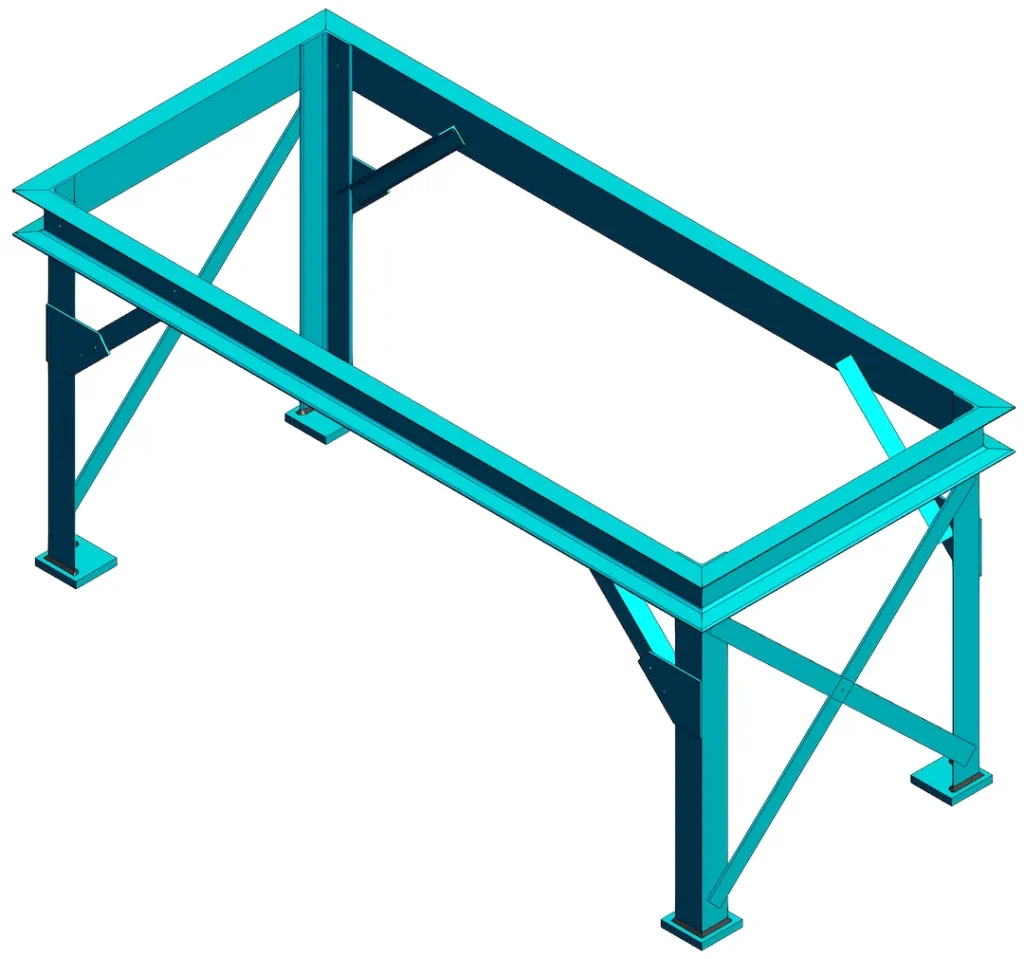
- Base de la máquina y bastidores de patín con almohadillas de referencia fresadas, agujeros de anclaje, bolsillos para montacargas, y almohadillas niveladoras.
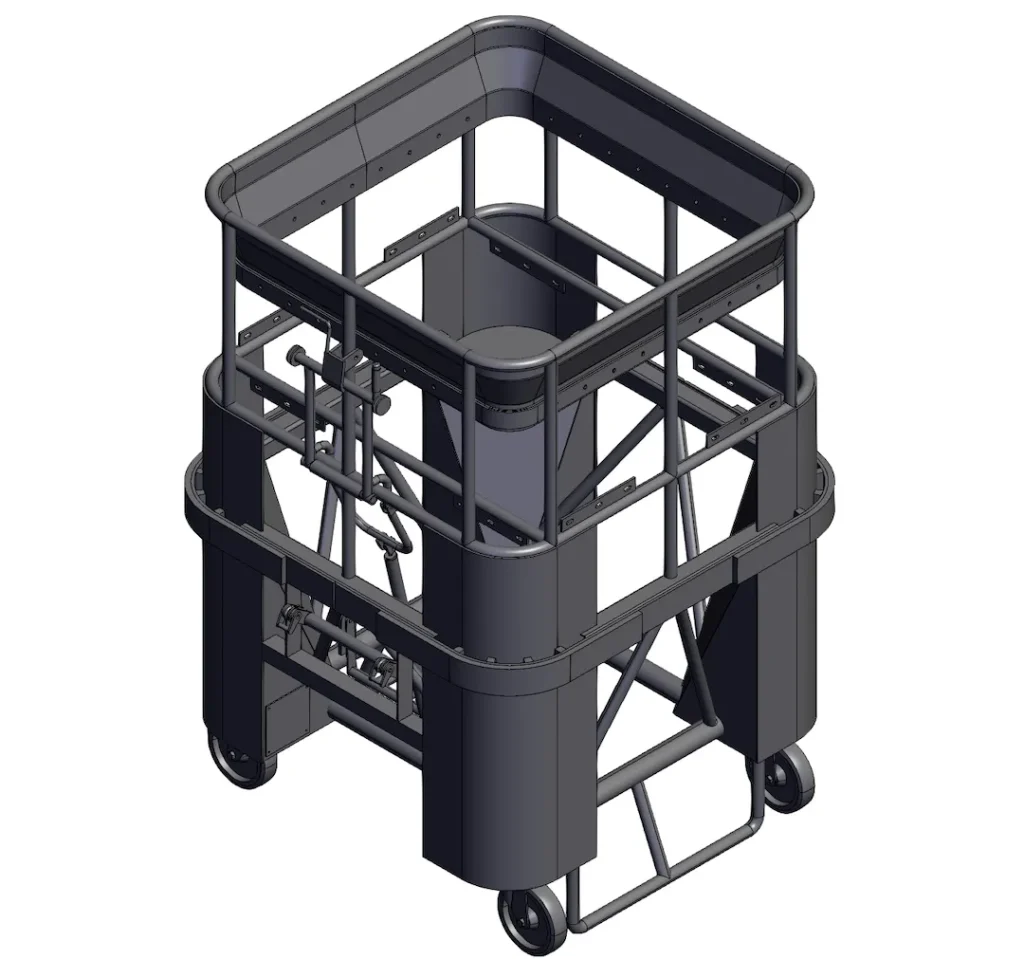
- Carros de manipulación y chasis remolcadores para mover subconjuntos entre estaciones de trabajo; sintonizado para ciclos de trabajo manuales o remolcados.
- Bastidores WIP y accesorios de proceso con objetivos de rigidez, consideraciones de choque/vibración, y sujeción segura de la carga.
- Plataformas rodantes de prueba/mantenimiento con puntos de gato, orificios de precisión, y ruedas protegidas para un movimiento seguro del taller.
Propiedades técnicas
Materiales, perfiles & cargas; tolerancias (ISO 13920/ISO 2768) & calidad de soldadura (YO ASI 5817)
- Materiales & Los grados: Aceros estructurales Q235/S235 y Q355/S355; opcional 304/316 inoxidable; opcional 6061/6082 aluminio.
- Perfiles & espesores: RHS/SHS, ángulo, canal, y plato; Secciones de tubos y placas seleccionadas para lograr una relación rigidez-masa eficiente..
- Dimensiones & cargas: Las bandas típicas de largo x ancho x alto incluyen 800 x 600 x 500 mm., 1000×800×750 milímetros, y 1200×1000×900 mm (tamaños personalizados admitidos). Capacidades de carga diseñadas normalmente entre 300 y 1500 kg o más, según la geometría, tamaño de sección, y clasificación de ruedas. Ciclos de trabajo especificados como empuje o tirón manual.
- Tolerancias: YO ASI 13920 Guía de clase B/C para construcciones soldadas.; YO ASI 2768 m/f para características generales. Para interfaces críticas nos dirigimos planitud ≤1.0–2.0 mm en plataformas de referencia y cuadrícula ≤1.5 mm/m, con agujeros y taladros según dibujo. Símbolos de soldadura según ISO 2553.
- Calidad de soldadura: YO ASI 5817 clase C como estándar; actualizar a Clase B en juntas visibles o críticas para la seguridad. Referencia estructural a AWS D1.1 suministrado si su especificación lo requiere.
Acabados & protección contra la corrosión (ISO 12944/ISO 8501)
- Preparación de superficie: Chorro abrasivo y limpieza según ISO 8501 (p.ej., a las 2½) para preparar un sustrato consistente.
- Sistemas de recubrimiento: Recubrimiento en polvo según RAL con DFT típico 70–100 μm, Galvanizado para geometrías con mucho hardware, Sistemas de pintura industrial o e-coat para diseños complejos.
- Método de selección: Recubrimientos recomendados usando ISO 12944 por categoría de entorno (C2-C5) y objetivo de durabilidad; DFT verificado según ISO 2808. Donde la higiene o la exposición química son críticas, 304/316 Se consideran sistemas de pintura inoxidable o híbridos..
Opciones de fabricación
MIG automático/robótico (y tig si se especifica), plantillas & accesorios, repetibilidad
MIG automático/robótico es nuestro proceso principal para lograr un perfil de cordón consistente, entrada de calor controlada, y gestión repetible de la distorsión. TIG está disponible para juntas cosméticas y de acero inoxidable o para características de calibre delgado. Diseñamos plantillas y accesorios personalizados para bloquear la geometría., soldaduras secuenciales para una deformación mínima, y presiono takt. Se preparan WPS/PQR cuando corresponde, con cupones de prueba para validar ventanas de parámetros antes de la compilación en serie. Ver soldadura automática y recursos de ingenieria.
Operaciones secundarias: corte con láser, doblando, mecanizado; revestimiento & embalaje
Los espacios en blanco cortados con láser y los componentes formados garantizan ajustes perfectos antes de la soldadura.. Post-soldadura Mecanizado CNC establece almohadillas de referencia de precisión, orificios del rodamiento, y caras de alineación. El acabado incluye pintura en polvo., enchapado de zinc, e-carro, o pintura según ISO 12944. Usos del embalaje de exportación paletas/cajas con envoltura protectora, guardia de la esquina, y etiquetas impresas; un definido unidades por palet El plan mejora la descarga y el reabastecimiento en línea.. Explorar corte con láser & Mecanizado CNC y recubrimiento en polvo.
Tipos & Geometría
Conjuntos comunes para equipos industriales. (bases de maquinas, patines, carros, bastidores) & bandas de dimensionamiento
- Bases de máquinas & patines: Esqueletos SHS/RHS en caja con travesaños dimensionados según los objetivos de rigidez; las características incluyen bolsillos para montacargas, agujeros de anclaje, y almohadillas niveladoras fresadas. Huellas típicas de 800×600 a 1600×1200 mm; longitudes personalizadas para diseños de celdas.
- carros de manipulación & remolcadores: Chasis diseñado para cargas de 300 a 1000 kg, manual o tirado. Los marcos integran placas de ruedas con fuelle, barras de remolque, y hardware de bloqueo; puntos de conexión AMR opcionales.
- bastidores WIP & marcos de proceso: Montantes modulares con pasadores posicionadores, soportes aislantes de impactos, rieles/estantes ajustables, y subchasis de liberación rápida para cambios.
- Carros de servicio/prueba: Orificios de precisión y puntos de gato mecanizados después de la soldadura.; Protectores y parachoques para proteger el equipo y los operadores..
Calidad & Pruebas
Lo que verificamos (Vermont, Dft, controles dimensionales; PT/MT/RT opcional) y documentación (WPS/PQR, Coches)
- Alcance de la inspección: 100% pruebas visuales (Vermont) de soldaduras; comprobaciones dimensionales por dibujo, incluyendo CMM en referencias y perforaciones según sea necesario. Revestimiento Dft controles a ISO 2808. Opcional PT/MT/RT para soldaduras críticas o elementos de seguridad.
- control de procesos: Verificación de accesorios, planes de secuenciación de soldadura, y ventanas de entrada de calor para gestionar la distorsión en tramos largos.
- Documentación: WPS/PQR cuando corresponda, datos de prueba de materiales, certificados de acabado, informes de inspección completos, y Certificado de conformidad (Coches) suministrado con cada lote. Criterios de aceptación referencia ISO 5817; geometría según ISO 13920/ISO 2768; símbolos de soldadura según ISO 2553.
Precios & Tiempo de espera
Moq, Política de muestra, conductores de costos indicativos (Sin precios duros)
Típico MOQ son 50–100 piezas por modelo, dependiendo del tamaño y acabado. Se pueden producir muestras prototipo en 7–15 días laborables después de dibujos confirmados; producción en serie comúnmente 25–45 días, influenciado por la complejidad del accesorio, contenido de mecanizado, y cola de recubrimiento. Factores clave de costos (solo orientación):
- Tamaño de sección y espesor de pared.; longitud total de soldadura y clase de soldadura solicitada (YO ASI 5817 B contra C).
- Número de puntos de referencia/agujeros mecanizados por CNC y requisitos de planitud (≤1,0–2,0 mm).
- Sistema de recubrimiento (polvo, zinc, e-carro, pintar), objetivo DFT, e ISO 12944 clase ambiental.
- Grado de rueda, herrajes de freno/remolque, y accesorios.
- Densidad de embalaje (unidades por palet) y requisitos de cajas de exportación. Proporcionamos retroalimentación sobre el costo objetivo durante el DFM para equilibrar la rigidez., peso, y terminar contra el presupuesto.
Estándares & Cumplimiento
Normas/certificaciones relevantes & documentación proporcionada
- Soldadura & simbolos: YO ASI 2553 (símbolos de soldadura), YO ASI 5817 (clases de calidad de soldadura), AWS D1.1 como referencia estructural si se especifica.
- Geometría & tolerancias: YO ASI 13920 (construcciones soldadas), YO ASI 2768 M/F (general).
- Superficie & revestimientos: YO ASI 8501 (preparación de superficie), YO ASI 12944 (protección contra la corrosión), YO ASI 2808 (Dft). Reflejamos sus notas de dibujo e incluimos los documentos de conformidad requeridos con el envío.
Preguntas más frecuentes
Q1. Qué materiales son más habituales para bases y carros industriales?
Q235/S235 y Q355/S355 son estándar por su resistencia y valor.; 304/316 El acero inoxidable se elige para áreas corrosivas o de higiene crítica.; 6061/6082 El aluminio se utiliza cuando el ahorro de peso es importante..
Q2. ¿Se pueden mantener tolerancias estrictas de posición de orificio y referencia en marcos soldados??
Sí. Mecanizamos almohadillas de referencia y orificios post-soldadura; La guía típica es planicidad de la almohadilla ≤1,0–2,0 mm y cuadratura ≤1,5 mm/m, con posiciones de orificios según el dibujo según ISO 13920/ISO 2768.
Q3. ¿Qué clase de soldadura debo mencionar??
YO ASI 5817 clase C Se adapta a la mayoría de las juntas internas.; especificar Clase B para juntas visibles o críticas. Podemos hacer referencia a AWS D1.1 cuando se solicite.
Q4. ¿Cómo se elige un sistema de recubrimiento??
Basado en ISO 12944 categoría de medio ambiente (C2-C5) y objetivo de durabilidad. Es común una capa de polvo de 70 a 100 μm.; Conjuntos complejos de revestimiento de zinc o traje de revestimiento electrónico; Pintura inoxidable o híbrida utilizada para condiciones exigentes..
Q5. ¿Cuáles son los MOQ y plazos de entrega típicos??
MOQ generalmente de 50 a 100 unidades; prototipos en 7-15 días laborables; producción de 25 a 45 días dependiendo de los accesorios, mecanizado, y capacidad de recubrimiento.
Q6. ¿Pueden soportar juntas cosméticas de acero inoxidable??
Sí. TIG está disponible para características de acero inoxidable o de apariencia crítica; MIG sigue siendo fundamental en cuanto a rendimiento y consistencia.
Q7. ¿Qué necesitas para cotizar con precisión??
2Dibujos D/3D con ISO 2553 símbolos de soldadura, ISO 13920/ISO 2768 tolerancias, cargas objetivo y ciclo de trabajo (manual/remolcado), sistema de recubrimiento y DFT, y plan de embalaje (unidades/palet).
Subir dibujo / Obtener una cotización
Listo para configurar marcos o carros soldados para su línea? Sube tus dibujos, cargas, tolerancias, finalizar, y plan de piezas/pallet. Le devolveremos comentarios sobre la capacidad de fabricación, referencias estándar, y una propuesta firme con cronograma y alcance de inspección..