
Table des matières
Aperçu & Cas d'utilisation
Pourquoi cette solution pour les environnements industriels
Able Hardware conçoit et fabrique des cadres soudés et des chariots robustes spécialement conçus pour les équipements industriels.. Notre approche combine le soudage MIG automatique/robotique pour le débit et la répétabilité avec l'usinage CNC sur des références critiques pour garantir un montage précis., alignement en douceur, et durée de vie fiable dans des conditions d'usine difficiles. Avec des aciers de construction au carbone (Q235 / S235, Q355 / S355) comme référence et facultatif 304/316 inoxydable ou 6061/6082 aluminium pour la résistance à la corrosion ou la réduction de poids, nous livrons robuste, assemblages prêts à l'exportation à grande échelle. Explorer les fonctionnalités associées: cadres métalliques sur mesure, chariots de soudage, Soudage automatique, coupure laser & Usinage CNC, revêtement en poudre.
Applications typiques dans les équipements industriels
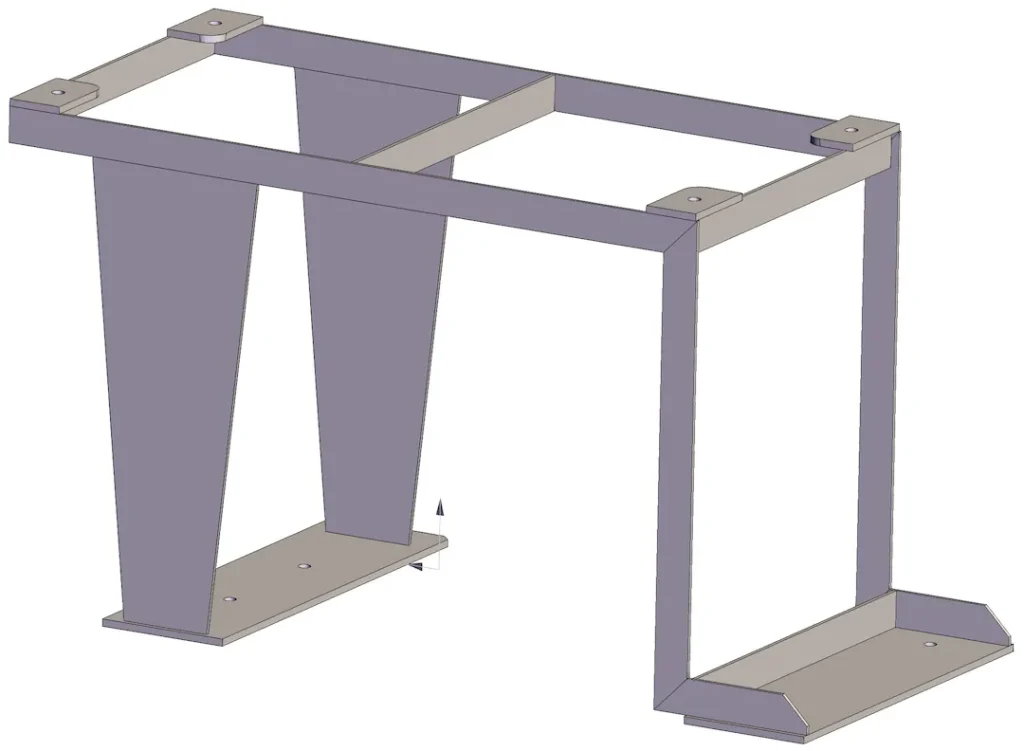
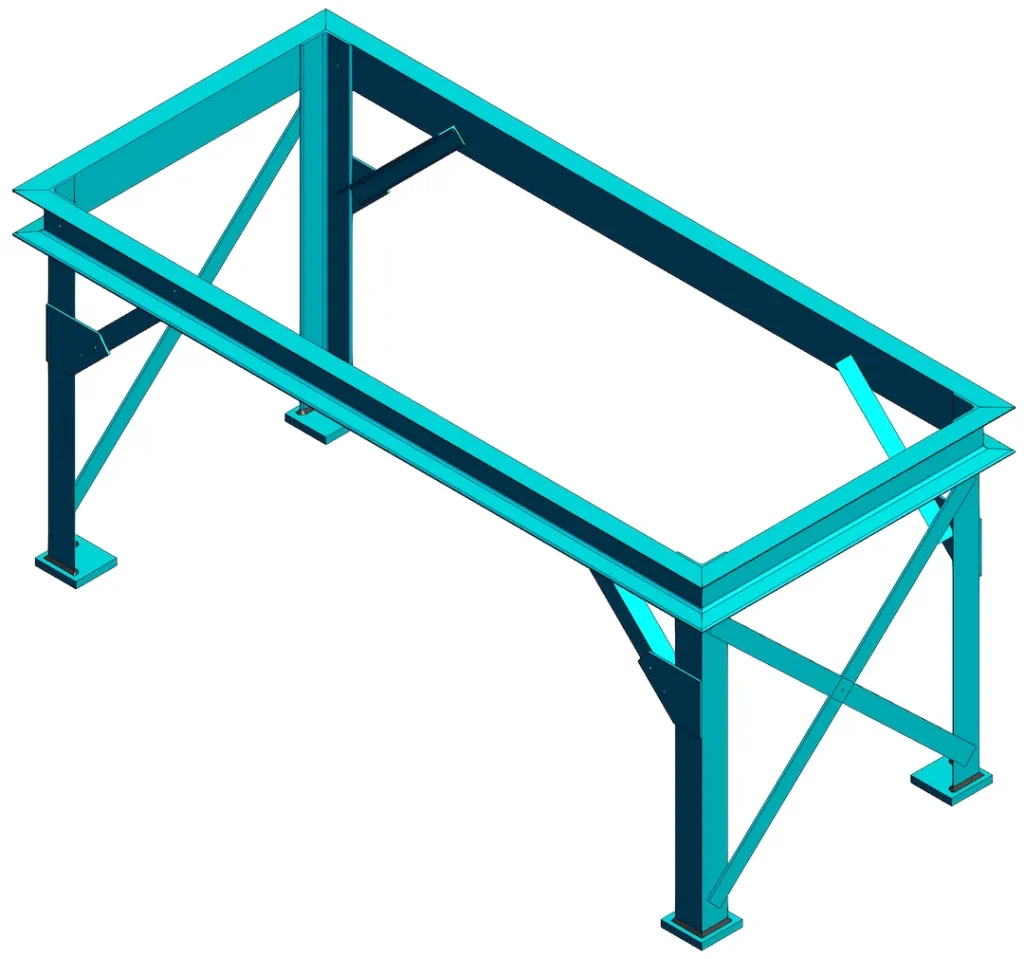
- Base de machine et châssis de patins avec patins de référence fraisés, trous d'ancrage, passages pour chariots élévateurs, et patins de nivellement.
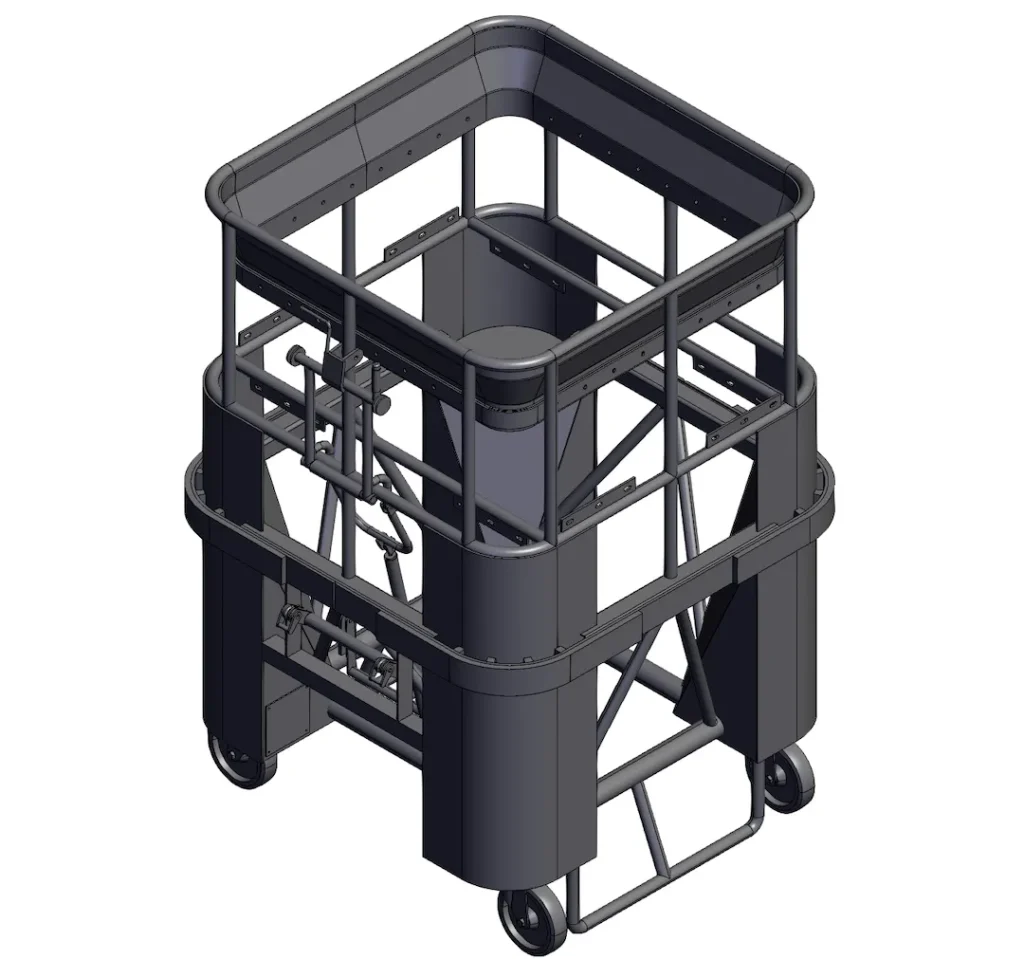
- Chariots de manutention et châssis de remorqueurs pour déplacer des sous-ensembles entre les postes de travail; réglé pour les cycles de service manuels ou tirés.
- Racks WIP et accessoires de processus avec objectifs de rigidité, considérations relatives aux chocs/vibrations, et retenue sécurisée du chargement.
- Chariots de test/maintenance avec points de levage, alésages de précision, et roulettes protégées pour un déplacement en toute sécurité de l'atelier.
Propriétés techniques
Matériaux, profils & charges; tolérances (ISO 13920 / ISO 2768) & qualité de soudure (ISO 5817)
- Matériaux & notes: Aciers de construction Q235/S235 et Q355/S355; facultatif 304/316 inoxydable; facultatif 6061/6082 aluminium.
- Profils & épaisseur: RHS / SHS, angle, canal, et assiette; sections de tubes et de plaques sélectionnées pour leur efficacité rigidité/masse.
- Dimensions & charges: Les bandes typiques L×W×H incluent 800×600×500 mm, 1000×800×750 mm, et 1200×1000×900 mm (tailles personnalisées prises en charge). Capacités de charge conçues généralement de 300 à 1 500 kg+ en fonction de la géométrie, taille des sections, et indice de roulette. Cycles de service spécifiés comme poussée manuelle ou tiré.
- Tolérances: ISO 13920 directives de classe B/C pour les constructions soudées; ISO 2768 m/f pour les fonctionnalités générales. Pour les interfaces critiques que nous ciblons planéité ≤1,0–2,0 mm sur les plages de référence et Connexion ≤ 1,5 mm / m, avec trous et alésages selon dessin. Symboles de soudure selon ISO 2553.
- Qualité de soudure: ISO 5817 Classe C en standard; mise à niveau vers classe B sur des joints visibles ou critiques pour la sécurité. Référence structurelle à AWS D1.1 fourni si votre spécification l'exige.
Finitions & protection contre la corrosion (ISO 12944 / ISO 8501)
- Préparation de surface: Sablage abrasif et nettoyage ISO 8501 (par exemple., À 2½) préparer un substrat homogène.
- Systèmes de revêtement: Revêtement en poudre selon RAL avec DFT typique 70–100 μm, zingage pour les géométries exigeantes en quincaillerie, systèmes de peinture électronique ou industrielle pour des configurations complexes.
- Méthode de sélection: Revêtements recommandés selon ISO 12944 par catégorie d'environnement (C2 à C5) et objectif de durabilité; DFT vérifié selon ISO 2808. Là où l’hygiène ou l’exposition aux produits chimiques sont critiques, 304/316 les systèmes de peinture inoxydables ou hybrides sont pris en compte.
Options de fabrication
Mig automatique / robotique (et tig si spécifié), gabarits & luminaires, répétabilité
Le MIG automatique/robotique est notre processus principal pour un profil de billes cohérent., apport de chaleur contrôlé, et gestion reproductible de la distorsion. Le TIG est disponible pour les joints inoxydables et cosmétiques ou les éléments de faible épaisseur. Nous concevons des gabarits et des fixations personnalisés pour verrouiller la géométrie, soudures séquentielles pour une déformation minimale, et frappe takt. WPS/PQR sont préparés le cas échéant, avec des coupons d'essai pour valider les fenêtres de paramètres avant la construction en série. Voir Soudage automatique et ressources d'ingénierie.
OPS secondaires: coupure laser, pliant, usinage; revêtement & emballage
Les flans découpés au laser et les composants formés garantissent des ajustements serrés avant le soudage. Post-soudure Usinage CNC établit des blocs de données de précision, alésages de roulement, et faces d'alignement. La finition comprend un revêtement en poudre, placage de zinc, coat électronique, ou peinture selon ISO 12944. Utilisations des emballages d’exportation palettes/caisses avec film de protection, gardes d'angle, et étiquettes imprimées; une définition pièces par palette le plan améliore le déchargement et le réapprovisionnement en bord de ligne. Explorer coupure laser & Usinage CNC et revêtement en poudre.
Types & Géométrie
Ensembles courants pour équipements industriels (socles de machines, patins, chariots, étagères) & bandes de dimensionnement
- Bases de machines & patins: Squelettes SHS/RHS en caisson avec traverses dimensionnées selon les objectifs de rigidité; les caractéristiques incluent des passages pour chariot élévateur, trous d'ancrage, et patins de nivellement fraisés. Empreintes typiques de 800×600 à 1600×1200 mm; longueurs personnalisées pour les dispositions de cellules.
- Chariots de manutention & remorqueurs: Châssis conçu pour des charges de 300 à 1 000 kg, manuel ou tracté. Les cadres intègrent des plaques de roulettes à soufflets, barres de remorquage, et matériel de verrouillage; points de connexion AMR en option.
- Racks en cours & cadres de processus: Montants modulaires avec goupilles de localisation, supports anti-chocs, rails/étagères réglables, et sous-châssis à dégagement rapide pour les changements.
- Chariots de service/test: Alésages de précision et points de vérin usinés après soudure; protections et pare-chocs pour protéger les équipements et les opérateurs.
Qualité & Essai
Ce que nous vérifions (Vermont, Dft, chèques dimensionnels; PT / MT / RT en option) et documentation (WPS / PQR, Coc)
- Portée de l'inspection: 100% tests visuels (Vermont) de soudures; contrôles dimensionnels par dessin, y compris CMM sur les références et les alésages selon les besoins. Revêtement Dft chèques ISO 2808. Facultatif PT / MT / RT pour les soudures critiques ou les éléments de sécurité.
- Contrôle des processus: Vérification des luminaires, plans de séquencement des soudures, et fenêtres d'apport de chaleur pour gérer la distorsion sur de longues portées.
- Documentation: WPS/PQR le cas échéant, données d'essai de matériaux, terminer les certificats, rapports d'inspection complets, et Certificat de conformité (Coc) fourni avec chaque lot. Critères d'acceptation référence ISO 5817; géométrie selon ISO 13920/ISO 2768; symboles de soudure selon ISO 2553.
Prix & Délai de mise en œuvre
MOQ, Exemple de politique, Conducteurs de coûts indicatifs (Pas de prix difficiles)
Typique MOQ sont 50–100 pièces par modèle, selon la taille et la finition. Des échantillons prototypes peuvent être produits dans les délais 7–15 jours ouvrés après dessins confirmés; production en série généralement 25–45 jours, influencé par la complexité des luminaires, contenu d'usinage, et file d'attente de revêtement. Principaux facteurs de coûts (à titre indicatif seulement):
- Taille de la section et épaisseur de paroi; longueur totale de soudure et classe de soudure demandée (ISO 5817 B contre C).
- Nombre de références/alésages usinés CNC et exigences de planéité (≤1,0 à 2,0 mm).
- Système de revêtement (poudre, zinc, coat électronique, peinture), cible DFT, et ISO 12944 classe d'environnement.
- Qualité roulette, matériel de freinage/remorquage, Et accessoires.
- Densité d'emballage (pièces par palette) et exigences en matière de caisses d'exportation. Nous fournissons des informations sur le coût cible pendant le DFM pour équilibrer la rigidité, lester, et finir contre le budget.
Normes & Conformité
Normes / certifications pertinentes & documentation fournie
- Soudage & symboles: ISO 2553 (symboles de soudure), ISO 5817 (cours de qualité des soudures), AWS D1.1 comme référence structurelle si spécifié.
- Géométrie & tolérances: ISO 13920 (constructions soudées), ISO 2768 m / f (général).
- Surface & revêtements: ISO 8501 (préparation de surface), ISO 12944 (protection contre la corrosion), ISO 2808 (Dft). Nous reflétons vos notes de dessin et incluons les documents de conformité requis avec l'expédition.
FAQ
Q1. Quels matériaux sont les plus courants pour les bases industrielles et les chariots?
Q235/S235 et Q355/S355 sont standard en termes de résistance et de valeur; 304/316 l'acier inoxydable est choisi pour les zones corrosives ou critiques en matière d'hygiène; 6061/6082 l'aluminium est utilisé là où la réduction du poids est importante.
Q2. Pouvez-vous maintenir des tolérances de référence et de position des trous serrées sur les cadres soudés?
Oui. Nous usinons les plots de référence et les alésages après soudage; les indications typiques sont une planéité du tampon ≤1,0–2,0 mm et une équerrage ≤1,5 mm/m, avec positions des trous selon le dessin selon ISO 13920/ISO 2768.
Q3. Quelle classe de soudure dois-je appeler?
ISO 5817 Classe C s'adapte à la plupart des joints internes; spécifier classe B pour les joints visibles ou critiques. Nous pouvons référencer AWS D1.1 sur demande.
Q4. Comment choisir un système de revêtement?
Basé sur l'ISO 12944 catégorie environnement (C2 à C5) et objectif de durabilité. Un revêtement en poudre de 70 à 100 μm est courant; le zingage ou l'e-coat conviennent aux assemblages complexes; peinture inoxydable ou hybride utilisée pour des conditions exigeantes.
Q5. Quels sont les MOQ et les délais de livraison typiques?
MOQ généralement 50 à 100 pièces; prototypes en 7 à 15 jours ouvrables; production 25 à 45 jours selon les montages, usinage, et capacité de revêtement.
Q6. Pouvez-vous prendre en charge les joints cosmétiques en acier inoxydable?
Oui. Le TIG est disponible pour les caractéristiques inoxydables ou critiques en termes d'apparence.; MIG reste primordial en termes de débit et de cohérence.
Q7. De quoi avez-vous besoin pour citer avec précision?
2Dessins D/3D avec ISO 2553 symboles de soudure, ISO 13920 / ISO 2768 tolérances, charges cibles et cycle de service (manuel/remorqué), système de revêtement et DFT, et plan d'emballage (pièces/palette).
Télécharger le dessin / Obtenez un devis
Prêt à configurer des cadres ou des chariots soudés pour votre ligne? Téléchargez vos dessins, charges, tolérances, finition, et plan de pièces/palette. Nous vous retournerons les commentaires sur la fabricabilité, références standards, et une proposition ferme avec planning et périmètre d'inspection.