Inhaltsverzeichnis
Überblick & Umfang
Able Hardware testet und verifiziert geschweißte Metallregale, geschweißte Rahmen, und Industriekarren/-wagen, um drei Dinge zu bestätigen: Schweißnahtintegrität, Maßkonformität, und funktionale Leistung. Wir wählen Methoden nach Risiko aus, Kritikalität, und Kosten, sodass Sie zuverlässige Qualität erhalten, ohne zu viel zu spezifizieren. Einheiten sind metrisch (mm, °C, μm, N, kg).
Warum Prüfungen bei geschweißten Regalen wichtig sind, Rahmen & Karren
Geschweißte Baugruppen versagen auf unterschiedliche Weise – Risse an den Kehlköpfen, Verzerrung, die den Sitz zerstört, Beschichtungen, die sich an den Kanten ablösen, Rollen, die unter Last abflachen. Ein Testplan in der richtigen Größe filtert frühe Fehler, validiert die Produktionsstabilität, und beugt Feldbeschwerden vor. Für eine kostengünstige Absicherung, Wir kombinieren visuelles/NDT-Screening, destruktive Verfahrensvalidierung, Dimensionsprüfungen von CTQs, und produktspezifische Funktionstests.
Wo sich diese Seite im Qualitätshub befindet
Dieser Leitfaden ist Teil unseres Qualitätssystem neben Akzeptanzkriterien, QA-Dokumentation, und Prozesskontrollen.
Visuell & ZfP-Methoden
VT-Akzeptanz vs. ISO 5817 und Probenahme (ISO 2859-1)
Wir beginnen mit visuellen Tests (Vt) pro ISO 17637, Anwenden von Akzeptanzniveaus von ISO 5817 um Oberflächenfehler zu kontrollieren (Porosität, unterbieten, überlappen, Risse, Lichtbogenschläge). Wenn ein Probenahmeplan angegeben ist, wir folgen ISO 2859-1 mit vereinbarten AQLs und Chargendefinitionen. Allgemeine Referenz zu ZfP-Regeln ISO 17635.
Pt, Mt, Ut, RT – Auswahl nach Risiko, Berichterstattung & kosten
- Pt (ISO 3452-1): Erkennt oberflächenbrechende Risse auf nichtmagnetischen Materialien und Oberflächen mit Endbearbeitung.
- Mt (ISO 17638; Abnahme nach ISO 23278): Effizient für ferromagnetische Stähle; Ideal für stark beanspruchte Bügelverbindungen und Griffschweißungen.
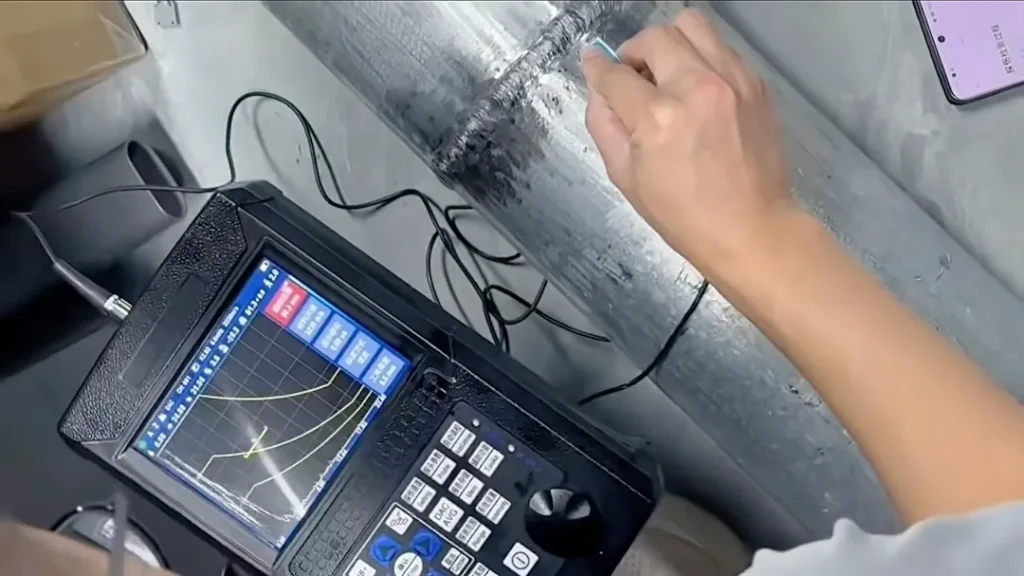
- Ut (ISO 17640): Für kritische Durchdringungsfugen in Rahmen; gute Tiefenabdeckung ohne Strahlung.
- Rt (ISO 17636-1/-2): Höchster Beweis für interne Mängel; Aus Kosten- und Zugangsgründen ist dieser Bereich für sicherheitskritische Schweißnähte reserviert.
Berichterstattung über Ergebnisse und Rückverfolgbarkeit
Für jedes NDT-Los wird ein bebilderter Bericht erstellt: Methode, Umfang, Abdeckungsprozentsatz, Geräte-IDs, kalibrierte Einstellungen, Angaben vs. Akzeptanz-/Ablehnungskriterien, rückführbar auf eine Schweißnahtkarte (gemeinsame Zahlen) und Teilserien-/Wärme-/Fertigungslose.
Zerstörende Prüfung (Verfahren & Validierung)
Makroätzung/Mikrostruktur und Härteverläufe
- Makro-/Mikrountersuchung (ISO 17639): Bestätigt die Penetration, Fusionslinie, Beinlänge, und HAZ-Geometrie.
- Härte (ISO 9015-1): HV5/HV10-Verläufe über Schweißnaht/WAZ/Basis validieren den Wärmeeintrag und mögliche Sprödigkeit – insbesondere nach Abschluss der Zyklen.
Zugfest, Biege, Filetbruch, und Wirkung (ggf)
- Querzug (ISO 4136) und Biegeversuche (ISO 5173) Demonstrieren Sie die Festigkeit/Duktilität der Verbindung.
- Kehlnahtbruch (ISO 9017) ist eine schnelle Überprüfung der Halsintegrität an Regalstützen.
- Charpy-Einschlag (ISO 148-1) wird hinzugefügt, wenn ein Niedertemperaturbetrieb spezifiziert ist.
Dimensionsüberprüfung & Gd&T
ISO 13920 vs. ISO 2768; Datumsstrategie und CTQs
Allgemeine geschweißte Toleranzen folgen ISO 13920-Klasse B (präzise) oder C (Standard) durch Vereinbarung; Klasse D kann für unkritische Fertigungen verwendet werden. Bearbeitete Features werden standardmäßig verwendet ISO 2768 (M) es sei denn GD&T ist definiert. Wir stimmen dem Datumsschema zu (ABC) und entscheidend für die Qualität (CTQ) Geben Sie die Abmessungen im Voraus an, um eine übermäßige Prüfung zu vermeiden.
Überprüfung von Vorrichtungen im Vergleich zu KMG/Laserscan; Fai & regelmäßige Audits
- Überprüfung der Vorrichtungen Ermöglichen Sie eine schnelle Go/No-Go-Überprüfung für Frames und Subframes.
- CMM oder Laserscan unterstützt FAI und regelmäßige Audits, Ebenheit erfassen, Senkrechte, Parallelität, und Positionstoleranzen über den gesamten Umschlag.
- Qualität des thermischen Schnitts Aufzeichnungen folgen ISO 9013.
Funktionstests – Regale
UDL-Last-/Durchbiegungskriterien, Stabilität/Verankerung, einstellbare Pitch-Checks
- Laden & Ablenkung: Regale unter gleichmäßig verteilter Last getestet (UDL) mit vereinbarten Kriterien (z.B., L/200–L/240).
- Buchtstabilität: Verankerungs-/Kippschutzvorkehrungen überprüft; Nach dem Beladen wurde der Halt/Eingriff des Regals überprüft.
- Einstellbare Tonhöhe: Vertikales Lochmuster und Halterungseingriff über den gesamten Neigungsbereich überprüft.
Optionale Projektstandards (EN 15512/SEMA) bei Bedarf
Für Lager und statische Lagerung, wir können uns darauf einigen IN 15512 und SEMA-Anleitung nach Projekt, Anforderungen in messbare Abnahmetests umsetzen.
Funktionstests – Wagen & Trolleys
Statische/dynamische Belastung, Caster -Haltbarkeit, Bremshaltung, Push/Pull-Ergonomie
- Statisch & dynamische Belastungstests: Rahmensteifigkeit und Schweißnähte liegen unter dem angegebenen kg-Wert; dynamisches Rollen mit Hindernissen und Kurven.
- Haltbarkeit der Rollen: Fahrradtests und Radprofilkontrolle; ISO 22883/22884 Referenzen für Industrierollen/Räder.
- Bremsen/Parken: Durchführung von Tests auf Ebene/Rampe; Integrität der Griffmontage.
- Ergonomie: Push-/Pull-Force-Ziele (N) mit Ihrem EHS-Team abgestimmt.
Referenzen: ISO 22883/22884, IN 1757-3, ISO 12100 Risikobewertung
Wir integrieren IN 1757-3 für Plattformwagen/Trolleys Sicherheitsüberprüfungen durchführen und anwenden ISO 12100 Risikobewertung in den Gesamttestplan einfließen.
Oberflächen & Korrosionsnachweis
Salzspray, Haftung, Abrieb, und Schichtdickenaufzeichnungen
- Korrosion: ISO 9227 neutraler Salzsprühnebel auf einen vereinbarten Stundenzielwert für Pulver-/Zinksysteme.
- Haftung: ASTM D3359 Kreuzschraffur; Abrieb: ASTM D4060 Taber-Zyklen.
- Dicke: Magnetische Messprotokolle (μm) nach Standort, einschließlich Schweißspitzen/-kanten.
Kantenschutz und Maskierung für Schweißbaugruppen
Wir definieren Kantenradien, Entfernung von Schweißspritzern, und Maskierungslinien, um dünne Kanten zu verhindern und die Kontinuität an den Filetwurzeln sicherzustellen, Scharniere, und Schnittstellen.
Roboterschweißstandards & Prozesskontrolle
WPS/PQR, Qualifikationen als Bediener/Robotersetzer, Geräteüberprüfung
- Verfahrensqualifizierung: ISO 15614-1 (oder AWS D1.1 falls angegeben).
- Personal: Schweißer pro ISO 9606-1; Roboterbediener/Einrichter pro ISO 14732.
- Ausrüstung: Kalibrierung/Verifizierung gem ISO 17662; Qualitätssystem ausgerichtet auf ISO 3834 Umfang pro Vertrag.
Vorrichtungen, Schweißreihenfolge, Verzerrungskontrolle, Parameterprotokollierung
Spezielle Vorrichtungen, validierte Schweißsequenzen, kontrollierte Wärmeeinbringung, und protokollierte Parameter (Drahtvorschub, Reisegeschwindigkeit, Spannung/Strom) liefern eine wiederholbare Raupengeometrie und minimierte Verformungen.
Dokumentation & Frequenz
Was wir bieten (COA/OQA, CMM, PPAP -Grundlagen) und wann
Losbasiert COA/OQA, CMM Berichte für FAI/regelmäßige Audits, und PPAP-Level 2/3 Packungen (Kontrollplan, PFMEA, Dimensionsergebnisse, WPS/PQR, Material-/Finish-Zertifikate, PSW) wie in der Bestellung vereinbart.
Dateiformate (Pdf + CSV/XLS) und Namenskonvention
Berichte in Pdf mit Datentabellen in CSV/XLS. Namensvorschlag: AH-[Project]-[PartNo]-[Rev]-[Lot/Serial]-[ReportType]-YYYYMMDD.pdf
Kosten & Überlegungen zur Vorlaufzeit
Wie Klasse (B/C/D), ZfP-Bereich, Funktionsprüfung & Die Probenahme wirkt sich auf Kosten/Zeit aus
- Enger ISO 13920 Klasse B und fügte GD hinzu&T treibt die Präzision der Vorrichtung und den Prüfaufwand voran.
- MT/UT/RT Erhöhen Sie die Kosten mit der Abdeckung; Wählen Sie sie für sicherheitskritische Verbindungen.
- Funktionszyklen (Rollen, Bremshaltung) Zeitplan aufgrund von Setup und Laufzeit verlängern.
- Probenahme an ISO 2859-1 gleicht Risiko und Durchsatz aus.
Praktische Anleitung zur Spezifikation von „gerade streng genug“-Tests
- Identifizieren Sie CTQs, die mit Fehlermodi verknüpft sind.
- Verwenden Sie VT+gezielte ZfP nur bei Schweißnähten mit hohem Risiko.
- Reservieren Sie DT für Verfahrensvalidierungs-/Änderungspunkte.
- Führen Sie Funktionstests durch, die den tatsächlichen Einsatz widerspiegeln (UDL, Rampen, Hindernisse).
- Halten Sie Ihre Dokumente schlank, aber vollständig.
FAQ
Welche NDT soll ich wählen??
Beginnen Sie mit VT zu ISO 17637/5817, Fügen Sie dann MT für ferromagnetische Stähle oder PT für nichtmagnetische Teile hinzu. Verwenden Sie UT/RT nur dort, wo die interne Qualität entscheidend ist.
Benötige ich bei jeder Charge zerstörende Tests??
Normalerweise nein. Verwenden Sie DT zur Verfahrensvalidierung, Neuqualifizierung nach wesentlichen Änderungen, oder im Rahmen von PPAP; Routinelose sind auf VT/NDT und Maßprüfungen angewiesen.
Wie unterscheiden sich Regaltests von Wagentests??
Bei Regalen liegt der Schwerpunkt auf UDL-Durchbiegung und Regalstabilität; Karren sorgen für dynamisches Rollen, Caster -Haltbarkeit, Bremsen, und ergonomische Druck-/Zugkräfte.
Welche Maßkontrollen sind typisch??
ISO 13920 (B/c) für geschweißte Geometrie, ISO 2768 (M) für bearbeitete Elemente, plus GD&T auf Ebenheit/Rechtwinkligkeit/Position für Schnittstellen; CMM/Vorrichtungen überprüfen CTQs.
Wie werden Oberflächen überprüft??
Salzsprühnebel nach ISO 9227, Haftung gemäß ASTM D3359, Abrieb gemäß ASTM D4060, und Beschichtungsdickenprotokolle (μm) Achten Sie dabei auf die Schweißnähte/-kanten.
Was ist im Dokumentationssatz enthalten??
COA/OQA, CMM-Ergebnisse (FAI/periodisch), und PPAP L2/3 (Kontrollplan, PFMEA, Dimensionsergebnisse, WPS/PQR, Zertifikate, PSW) wie in der Bestellung definiert.
Wie legen wir Probenahmepläne fest??
Wir wenden ISO an 2859-1 mit vereinbarten Losgrößen/AQLs; Kritische Schweißnähte können auftreten 100% VT und gezielte NDT.
Aufruf zum Handeln
Laden Sie Ihre Zeichnungen und Testanforderungen hoch (Toleranzen, ZfP-Bereich, Funktionszyklen), und wir schlagen einen Plan mit der richtigen Größe und Vorlaufzeit vor. Erhalten Sie einen individuellen Testplan & Zitat oder RFQ hochladen
Fordern Sie ein Angebot an
Verwandt Qualität Ressourcen: