
Table of Contents
Custom Aluminum Welding Services for OEM & Industrial Assemblies
Able Hardware is a China-based manufacturing factory specializing in custom aluminum welding for B2B buyers who need dependable welded assemblies, fast prototypes, and repeatable production quality. We help procurement teams and engineers convert drawings into export-ready aluminum weldments with controlled fit-up, stable geometry, and inspection records that support vendor approval.
Aluminum is not forgiving: oxidation, fast heat transfer, and distortion risk can quickly cause rework if the process is not controlled. That’s why we combine disciplined fabrication engineering with scalable capacity, including Automated Robotic Welding Services for repeat orders where consistency and takt time matter.
What We Weld: Frames, Platform Cart Structures, Tubes, Sheet & Plate Assemblies
We weld aluminum parts and assemblies across common industrial formats:
- Welded frames and structural modules: base frames, uprights, cross-members, gussets, and subframes.
- Platform carts and trolley structures: lightweight frames designed to meet your load and handling targets.
- Tube/pipe assemblies: round/square/rectangular tube structures and bracketed frames.
- Sheet and plate weldments: bent sheet assemblies, enclosures, panels, and sheet-to-tube combinations.
If your design includes mixed materials (e.g., steel inserts or stainless interfaces), we review manufacturability early and propose practical joining and isolation strategies.
Built for Export: Repeat Orders, Stable Quality, Consistent Fit-Up
A “good first sample” is not the finish line. Buyers need stable repeatability across batches, especially when assemblies must fit jigs, downstream machining, or final assembly lines. Our export-focused workflow emphasizes:
- fixture-driven repeatability and controlled weld sequence
- CTQ-based inspection points with documented results
- packaging protection to prevent dents, scratches, and deformation in transit
If your program centers on welded structures, we also support adjacent deliverables such as Custom Metal Welding Frames so you can consolidate welded-frame sourcing across projects.
Aluminum Welding Processes We Offer
Process selection is a balance of appearance, thickness, productivity, and joint access. We support TIG and MIG for aluminum, and scale to robotic welding when volume and repeatability justify it.
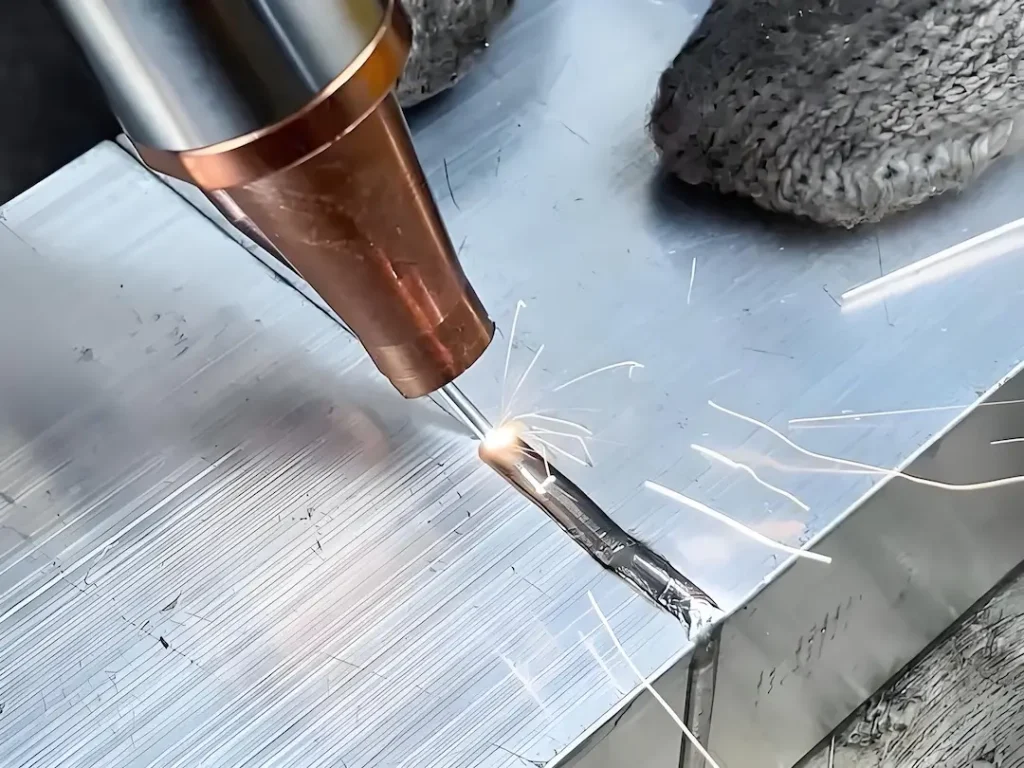
TIG (GTAW) Aluminum Welding for Thin Wall & Cosmetic Welds
TIG (GTAW) is commonly chosen for precision and appearance: thin sheet, visible seams, and joints that require tight heat control. We focus on clean fit-up, stable parameters, and consistent access to maintain weld quality and minimize warping. For TIG-heavy programs, we align route planning with our TIG Welding Services and validate weld appearance and geometry in the prototype stage.
MIG (GMAW) Aluminum Welding for Production Output
MIG (GMAW) is often selected for productive deposition on structural assemblies and thicker sections. It supports efficient cycle time on frames and repetitive joints where strength and throughput matter. With correct fixturing and joint design, MIG can deliver strong, consistent welds while keeping cost drivers under control.

Robotic / Automatic MIG Welding for Repeatable OEM Batches
Robotic MIG improves repeatability by reducing operator variation and stabilizing travel speed, torch angle, and bead placement. It is ideal when joint locations are repeatable and can be fixtured reliably—common in frames, cart structures, and modular weldments. We typically recommend robotic welding when you need stable dimensional outcomes across repeat orders, uniform bead appearance on long runs, and predictable production capacity. Our Automated Robotic Welding Services help lock in process stability after sample approval.
Spool-Gun Aluminum MIG Capability (for Specific Wire-Feed Applications)
For certain aluminum wire-feed scenarios where soft wire handling becomes a risk factor, spool-gun style solutions can improve feed stability. We assess suitability based on weld access, joint length, and production needs, and we confirm performance during prototyping when required.
Aluminum Fabrication Capabilities Beyond Welding
Strong aluminum welding starts before the arc. Part preparation, edge condition, and repeatable assembly geometry have a direct impact on weld quality and final dimensions.
Cutting & Prep: Laser / Plasma, Edge Prep, Fit-Up Control
Accurate pre-weld parts reduce gaps, improve penetration consistency, and lower rework risk. We support cutting and preparation workflows that pair well with aluminum weldments, including Laser Cutting Service for precise profiles and consistent fit-up. We also manage deburring, edge prep, and fit checks so joints maintain predictable alignment—especially important for thin sheet and multi-part frames.
Jigs & Fixtures for Dimensional Repeatability
Because aluminum is prone to distortion, fixtures are often the difference between stable batches and ongoing corrective work. We design fixtures around your datums and CTQ requirements, then validate repeatability through prototypes and pilot runs. The goal is simple: locked geometry, faster setup, and less variation.
Sub-Assembly to Full Assembly Build (Welded Modules)
We build welded subassemblies or complete assemblies based on your preferred breakdown. Modular builds can improve inspection access, reduce distortion on large structures, and make it easier to manage change control. When a weldment requires precision interfaces after welding, we integrate Metal Machining Service into the process route.
Aluminum Materials & Typical Alloys We Support
Material choice affects weld behavior, strength, corrosion resistance, and finishing compatibility. We follow your drawing/BOM and confirm key inputs during quotation. Here are the most commonly used aluminum alloys we support:
- 1000 Series (Pure Aluminum): High corrosion resistance, low strength. Used in food containers and marine environments (e.g., 1050, 1100).
- 2000 Series (Aluminum-Copper): High strength, lower corrosion resistance. Used in aerospace (e.g., 2024).
- 3000 Series (Aluminum-Manganese): Good corrosion resistance, moderate strength. Used in roofing and household products (e.g., 3003, 3105).
- 4000 Series (Aluminum-Silicon): Excellent for wear resistance. Used in automotive (e.g., 4045, 4032).
- 5000 Series (Aluminum-Magnesium): Great corrosion resistance, used in marine environments (e.g., 5052, 5083).
- 6000 Series (Aluminum-Magnesium-Silicon): Well-rounded strength and corrosion resistance. Used in structural components and aerospace (e.g., 6061, 6082).
- 7000 Series (Aluminum-Zinc): Very high strength, lower corrosion resistance. Used in aerospace (e.g., 7075, 7050).
- 8000 Series (Other Elements): Used for packaging and electrical applications (e.g., 8006).
We ensure the best alloy selection for your needs based on strength and corrosion resistance.

Aluminum & Common Aluminum Alloys (Per Drawing / Specification)
We accept customer-specified aluminum grades and thickness ranges, and we can align traceability and documentation to your requirements. During DFM, we flag weldability considerations and propose joint or sequence adjustments to protect geometry and quality.
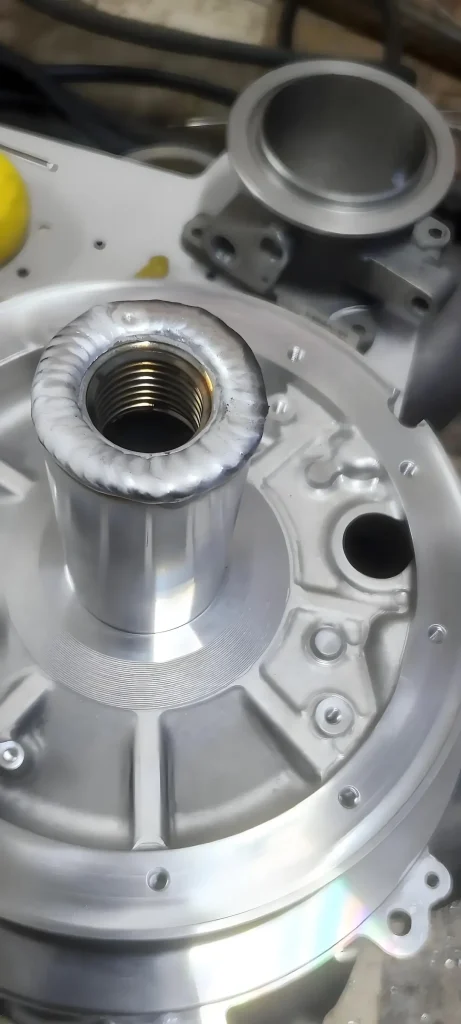
Mixed-Material Assemblies (Aluminum with Steel / Stainless Parts)
Some programs require steel inserts for threads, stainless wear surfaces, or hybrid modules. These assemblies need careful design to prevent galvanic issues, distortion, and tolerance drift. We review interface details early and propose practical solutions (insert design, isolation concepts, or alternative assembly strategies) based on your end-use environment.
Welding Joint Types & Structural Design Support
A strong aluminum weldment depends on joint design, access, and load path—not just the welding process.
Fillet, Butt, Lap, Corner Joints (Based on Load & Geometry)
We support standard industrial joint types and evaluate joint access, weld length, and structural intent during DFM. Where helpful, we suggest adjustments that improve manufacturability and consistency without changing functional performance.
Distortion Control for Aluminum Heat Conductivity & Warping Risk
Distortion control is planned, not guessed. We use fixturing, balanced weld sequence, and interim geometry checks to control warping and twist—especially for thin sheet and asymmetric assemblies. For sensitive CTQ areas, we align welding strategy to dimensional targets and document results during sample builds.
Strength vs Appearance: Standard vs Cosmetic Requirements
Defining cosmetic zones early prevents over-processing and improves quoting accuracy. We help you separate functional weld requirements from appearance-critical areas, then validate bead consistency and finishing expectations in the prototype stage.
Quality Assurance for Aluminum Welded Assemblies
Quality is built into the route: inputs, checks, records, and corrective loops. Our QA approach supports buyer audits and repeat production stability through our Quality control system.
Visual Weld Inspection & Workmanship Criteria
We perform visual inspection for weld continuity, bead profile, and common defect indicators. If your program references specific acceptance criteria, we align inspection checkpoints and document requirements at kickoff.
NDT Options: X-Ray Examination (When Required)
For critical joints or customer-specific requirements, we can support X-ray examination through qualified partners. We define the scope (which joints), sampling plan, and reporting format so results integrate cleanly into your quality file.
Dimensional Inspection: Critical-to-Quality Features & Reports
Dimensional stability is often the key supplier KPI for welded aluminum. We focus inspection effort on CTQ dimensions such as interfaces, mounting points, and datums. Depending on your needs, we can provide measurement records and verification reports aligned with your approval flow.
Sample Approval: Prototype Build Before Mass Production
Before mass production, prototypes validate process selection (TIG/MIG/robotic), fixture repeatability, distortion outcomes, and CTQ results. Once approved, we lock the route and key parameters to protect repeatability.
Fast Prototype to Mass Production: OEM Project Workflow
We support the full OEM workflow designed for speed with control.
RFQ Intake: Drawings, 3D Models, Samples & Technical Notes
For an accurate quote, we review drawings (tolerances and weld symbols if available), 3D models (STEP/IGES preferred), material/alloy details, target quantities, and any special inspection or finishing requirements. Clear CTQ notes and assembly interface information help shorten the iteration loop.
DFM Review: Weldability, Cost Drivers, and Risk Points
Our DFM review focuses on the issues that affect cost and quality: joint access, weld length, part count, tolerance stack-up, fixture strategy, and post-weld requirements. We provide practical feedback so your team can reduce risk before committing to tooling and production release.
Prototype Lead Time & Iteration (Engineering Changes / ECN)
We support fast prototypes and controlled iterations. If your design evolves, we manage version alignment through clear change communication so the build does not drift—especially important for welded frames and cart structures that must match existing parts.
Pilot Run to Stable Production for Repeat Orders
Pilot runs confirm that the process stays stable at production cadence. We verify fixture performance, check CTQ dimensions across multiple units, and finalize inspection checkpoints. This is how we protect repeatability and reduce line-side surprises.
Applications We Commonly Support
Our aluminum welding services support equipment, material handling, and industrial infrastructure where weight reduction and corrosion behavior matter.
Platform Carts & Material Handling Frames (Lightweight Aluminum)
We weld lightweight cart frames and structural modules aligned to your load targets and handling needs. Many programs connect to broader material-handling sourcing such as Industrial Trolley Cart assemblies, where stable geometry and repeatable weld quality are essential for repeat orders.
Industrial Equipment Frames & Brackets
We build frames, mounts, and bracket systems used in industrial equipment and facility fixtures. These projects often require stable datums and predictable assembly interfaces.

Aluminum Tube / Pipe Structures and Welded Frames
Tube-based aluminum structures are common in portable equipment and support frames. We control tube cut accuracy, joint alignment, and fixture positioning to achieve repeatable geometry.
Custom Fixtures, Guards, Enclosures, and Structural Subframes
For guards and enclosures, appearance and fit often matter as much as strength. We help define cosmetic zones, confirm finishing expectations, and control distortion. If your product family includes storage-related structures, we can also support welded modules used in Metal Shelving systems where dimensional stability and durability are important.
FAQ
Which is better for my parts—TIG or MIG aluminum welding?
TIG is typically preferred for thin wall sections, precision control, and cosmetic seams. MIG is often preferred for productive structural welding and higher output. We recommend a process based on thickness, joint access, appearance requirement, and volume, then validate it in prototyping.
When should I choose robotic/automatic MIG welding?
Robotic MIG is a strong fit when your assembly can be fixtured repeatably and you plan for ongoing volume or repeat orders. It improves consistency across batches and supports stable capacity and cycle time, especially on frames and repeated joint patterns.
Can you weld thin aluminum sheet without warping?
Yes—within practical tolerance windows. Results depend on joint design, fixturing, sequence, and heat control. We often propose fixture and sequencing improvements during DFM and confirm distortion outcomes during sample builds.
Do you offer weld inspection records or X-ray examination?
We provide visual and dimensional checks as standard, and we can support X-ray examination through qualified partners when required. Scope, sampling, and reporting format are defined during kickoff to match your approval process.
Can you support both prototype quantities and repeat production orders?
Yes. We support prototypes for validation and then scale to pilot runs and stable production. Our route and fixture strategy are designed to protect repeatability for long-term OEM sourcing.
Send an Inquiry
Send your drawing/3D file, material/alloy, thickness range, target quantities, and quality requirements. We’ll reply with a process recommendation, manufacturability notes, and a fast quotation—highlighting the main cost drivers such as part complexity, welding length, fixture needs, inspection level, and any post-weld machining or finishing requirements.
Request A Quote
More Robotic Welding Services :



